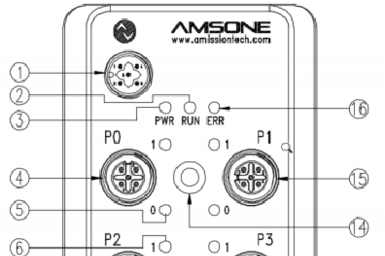
P/N: ALD-HBN1-372XXX
IO Link Hub NPN 0.5A/channel Plastic Housing Plastic Thread Locking
View All






















































































































































As an automation engineer or MRO technician, you know a single compromised seal on a waterproof industrial connector can stall an entire line in seconds. Grounded in IEC 60529 standards, this guide breaks down common failure modes across circular architectures, helping you diagnose root causes and prevent costly unplanned downtime.
When a waterproof seal fails, moisture ingress drops insulation resistance below 50 MΩ, triggering short circuits and galvanic corrosion. On a live plant floor, this path of least resistance often causes catastrophic electrical arcing that destroys the internal connector carrier.
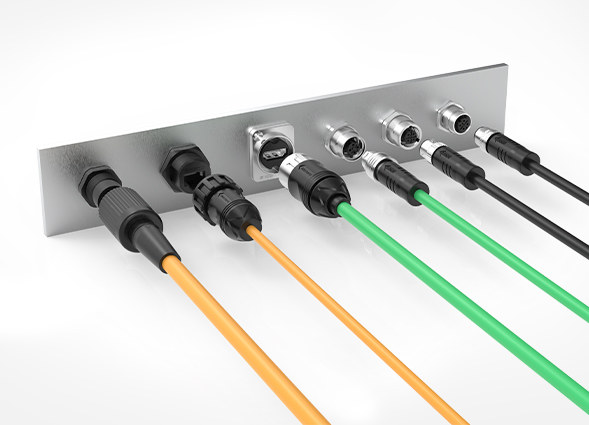
To eliminate field assembly risks, transition to factory-overmolded industrial cables with solid PUR or PVC barriers. For harsh chemistries, specify premium fluororubber (FKM) O-rings to maintain elasticity from -40°C to +200°C, extending component life from months to years.
Continuous machine vibration poses a severe threat to your network. Over time, high-frequency kinetic energy transfers directly into insecure couplings, turning a stable automated connection into a primary source of intermittent data dropouts and unexpected system downtime.
Defeating vibration requires hardware engineered for dynamic motion. Utilizing factory-overmolded circular connectors with integrated strain relief boots ensures that bending stresses are distributed away from fragile termination zones, protecting your automated links.

For high-flex applications like robotic cells or automated gantries, deploying rugged robot cables prevents conductor fatigue. Additionally, specifying coupling nuts with anti-vibration ratcheting mechanisms prevents hardware back-off, securing uninterrupted signal continuity across your harshest manufacturing axes.

Corrosive environments rapidly degrade exposed metals, making them a top threat to outdoor and marine operations. When moisture, salt spray, or harsh industrial chemicals penetrate the housing, they trigger chemical reactions that permanently compromise electrical performance and signal clarity.
Protecting your signal pathways requires matching your connector metallurgy to the specific site environment. For heavy chemical or offshore applications, moving away from vulnerable aluminum or low-grade plastics toward marine-grade 316 stainless steel connectors provides complete immunity to salt pitting and corrosive vapors.
Additionally, always verify that your supplier uses a heavy nickel underplate topped with robust gold-plated contact pins. This metallurgical barrier maintains low contact resistance over years of harsh atmospheric exposure, preventing sudden voltage drops on critical data networks.
Even the most robust hardware will fail if it is poorly assembled on the factory floor. Field errors during initial installation represent a significant percentage of early-stage network failures, leading to immediate water leaks, crossed signals, or erratic device behavior upon system startup.
Eliminating installation variables requires standardized field practices. Equip your maintenance crews with calibrated torque wrenches and enforce strict adhesion to manufacturer torque specifications to prevent both under-tightening and over-torqueing.
To completely bypass manual wire-stripping risks, utilize pre-terminated cable assemblies where possible. Finally, secure every unused open port with heavy-duty dust protective caps immediately; this simple step keeps inner pin layouts isolated from airborne contaminants until the final connection is made.

Before deploying components to your plant floor, rigorous laboratory testing is essential to simulate years of field abuse. True industrial-grade hardware must pass standardized environmental and mechanical stress tests to guarantee long-term field survivability.
Standard off-the-shelf components cannot solve every unique industrial challenge. When dealing with specialized machinery, tight spatial constraints, or proprietary signal layouts, tailored interconnect engineering becomes a operational necessity.
Eliminating connectivity failures requires matching your hardware to your exact environmental demands. Protect your uptime today— contact us to discuss your specific application needs with our engineering team.