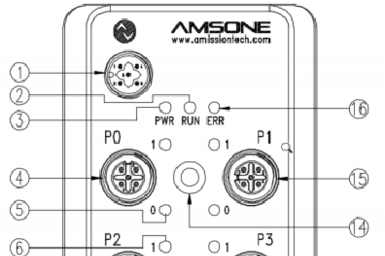
P/N: ALD-HBN1-372XXX
IO Link Hub NPN 0.5A/channel Plastic Housing Plastic Thread Locking
View All






















































































































































Wire harness insulation plays a critical role in ensuring the performance and safety of electrical systems. From automotive to aerospace, proper insulation protects against heat, moisture, interference, and mechanical wear. In this article, we’ll explore what wire harness insulation is, what it needs to do, and how to choose the right materials for your application.
To start, wire harness insulation refers to the protective covering applied around electrical wires within a harness. Its main purpose is to keep the wires safe from damage and to prevent electrical faults such as short circuits or signal interference. Without proper insulation, even the best-designed wire harness can quickly fail due to environmental or mechanical stress.

Different industries demand different insulation properties. Let's take a closer look at how needs vary:
Aircraft operate in extreme temperatures and high altitudes. Insulation must withstand UV radiation, vibration, and pressure changes, while offering strong protection against electromagnetic interference (EMI).
Cars are exposed to heat, oil, and constant vibration. Automotive wire insulation must be durable, heat-resistant, and lightweight to support fuel efficiency.
In medical equipment, wire harnesses often work inside or near the human body. Insulation needs to be non-toxic, sterilizable, and highly reliable to support life-saving devices.
High-speed data systems require insulation that maintains signal quality. Space is limited, so the material must be thin yet protective, with good EMI shielding.
Factories and heavy equipment demand insulation that resists oil, dirt, abrasion, and moisture. The insulation must last for years in harsh environments.
For wire harness insulation to work properly, it needs to meet a few key standards:
Thermal Resistance: It should tolerate both hot and cold conditions without melting or cracking.
Electrical Strength: The insulation must stop electricity from leaking or arcing between wires.
Chemical Resistance: In many applications, insulation must survive contact with oils, solvents, and other chemicals.
Mechanical Flexibility: Wires need to bend without the insulation breaking or wearing out.
EMI Shielding: In sensitive devices, insulation should help block external interference.
There are many insulation materials, each suited for different conditions. Here are some of the most commonly used:
PET (Polyethylene Terephthalate): Strong, moisture-resistant, and stable, great for general-purpose insulation.
PP (Polypropylene): Lightweight, cost-effective, and resistant to heat and chemicals, often used in cars.
Polyimide: Known for excellent performance in high temperatures, ideal for aerospace and industrial electronics.
Choosing the right insulation material can improve safety, extend product life, and reduce maintenance needs.
As technology evolves, so do insulation materials. New trends include:
Miniaturization: Smaller devices need thinner, more flexible insulation that still protects well.
Eco-Friendly Materials: Manufacturers are looking for recyclable or biodegradable options.
Smart Insulation: Some materials now offer thermal management or self-healing features for added safety.
These innovations help meet growing demands for high performance and sustainability.

To improve consistency and productivity, many companies use automated taping systems for insulation. These systems:
Speed up production
Ensure uniform wrapping
Reduce human error and fatigue
Some advanced machines now use AI to monitor performance and detect flaws in real time, making wire harness assembly faster and more reliable.
Even the best materials need testing. Here are common methods for checking insulation quality:
Visual Inspection: Technicians look for cracks, gaps, or defects.
Electrical Testing: Measures resistance and checks for shorts or open circuits.
Mechanical Testing: Simulates bending, stretching, and vibration.
Environmental Testing: Exposes insulation to heat, cold, moisture, and chemicals to test durability.
These tests ensure that the insulation meets both industry standards and user expectations.
In summary, wire harness insulation is more than just a covering—it’s a critical element that ensures electrical systems perform safely and reliably. The right insulation depends on your industry, environment, and performance goals. With the rise of automation and advanced materials, insulation technology continues to evolve, offering smarter, lighter, and greener solutions.
For businesses designing or producing electrical systems, understanding wire harness insulation requirements can lead to better products and fewer failures in the field.
Insulation protects wires from damage, prevents electrical shorts, and helps reduce interference between wires or from external sources.
Consider the operating environment: temperature, chemicals, space limits, and flexibility needs. Each industry has specific standards to follow.
Yes. Poor insulation can allow electromagnetic interference, which may cause signal loss or errors in sensitive devices.
Standard tests include visual checks, resistance measurements, and exposure to harsh conditions like heat, vibration, and moisture.
PET is more general-purpose and affordable, while Polyimide offers better heat resistance and is used in extreme environments like aerospace.