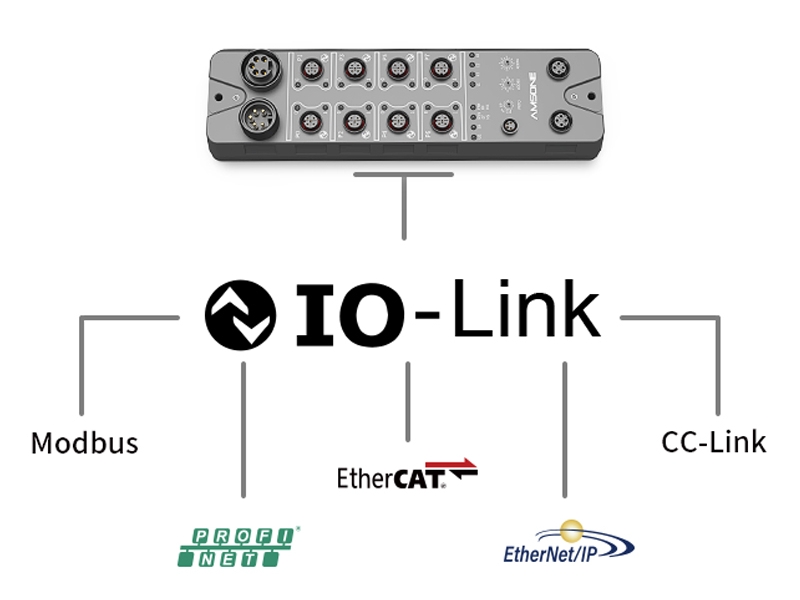
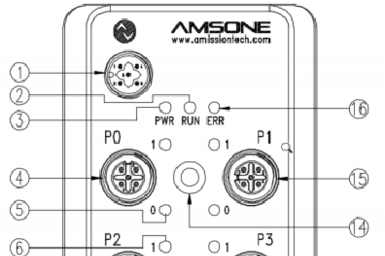
P/N: ALD-HBN1-372XXX
IO Link Hub NPN 0.5A/channel Plastic Housing Plastic Thread Locking
View All






















































































































































Industrial cables are fundamental components in various industries, ensuring the reliable transmission of power, data, and signals. The structure and composition of these cables are designed to meet specific environmental, mechanical, and electrical requirements. This article delves into the detailed structure and composition of industrial cables, highlighting their essential components and their functions.
Industrial cables typically consist of the following main components:
1. Conductor
2. Insulation
3. Shielding
4. Filler
5. Bedding
6. Armor
7. Sheath
.jpg")
The conductor is the core component responsible for carrying electrical current. The performance and efficiency of the cable largely depend on the material and construction of the conductor. Common materials used for conductors include:
Copper: Known for its excellent electrical conductivity and flexibility, copper is the most widely used conductor material in industrial cables. It is suitable for both power and signal transmission.
Aluminum: Although not as conductive as copper, aluminum is lighter and less expensive, making it suitable for applications where weight and cost are significant considerations.
Conductor configurations can be solid or stranded:
Solid Conductor: Consists of a single wire, providing rigidity and resistance to bending. It is typically used in fixed installations.
Stranded Conductor: Made up of multiple thin wires twisted together, offering greater flexibility and durability against bending and vibration.
The insulation layer surrounds the conductor, providing electrical isolation and protection against short circuits and leakage currents. Insulation materials are chosen based on their electrical, thermal, and mechanical properties. Common insulation materials include:
Polyvinyl Chloride (PVC): Offers good insulation properties, flexibility, and flame retardancy. It is widely used in general-purpose cables.
Cross-linked Polyethylene (XLPE): Known for its high-temperature resistance and excellent electrical properties, XLPE is commonly used in high-voltage cables.
Ethylene Propylene Rubber (EPR): Provides superior flexibility and excellent thermal and chemical resistance, suitable for harsh environments.
Polytetrafluoroethylene (PTFE): Offers outstanding thermal stability and chemical resistance, used in high-temperature and chemically aggressive environments.
Shielding is used to protect the cable from electromagnetic interference (EMI) and radio frequency interference (RFI). Shielding can be applied to individual conductors, pairs, or the entire cable. Common shielding materials include:
Braided Copper: Provides effective EMI protection and mechanical strength. It is flexible and easy to work with during installation.
Aluminum Foil: Offers a lightweight and cost-effective solution for EMI protection. It is often combined with a braided shield for enhanced performance.
Copper Tape: Provides excellent shielding and is typically used in high-frequency applications.
Fillers are used to maintain the round shape of the cable and to provide mechanical stability. They fill the gaps between the conductors and insulation, preventing deformation and ensuring uniform stress distribution. Common filler materials include:
· Polyethylene (PE)
· Polypropylene (PP)
· Natural or synthetic fibers
.jpg")
The bedding layer is applied over the insulation or shielding to provide a smooth surface for the application of armor. It also offers additional mechanical protection and helps to maintain the overall integrity of the cable structure. Bedding materials are usually softer and more flexible than the outer sheath, such as:
· PVC
· Rubber
· Polyethylene
The armor provides mechanical protection against physical damage, such as crushing, impact, and abrasion. It is especially important in industrial environments where cables are exposed to harsh conditions. Types of armor include:
Steel Wire Armor (SWA): Consists of galvanized steel wires wrapped around the cable. It offers excellent mechanical protection and is commonly used in power cables.
Steel Tape Armor (STA): Comprises steel tapes wrapped helically around the cable, providing good mechanical protection while being more flexible than SWA.
Aluminum Wire Armor: Provides mechanical protection with a lower weight compared to steel armor, suitable for applications where weight is a concern.
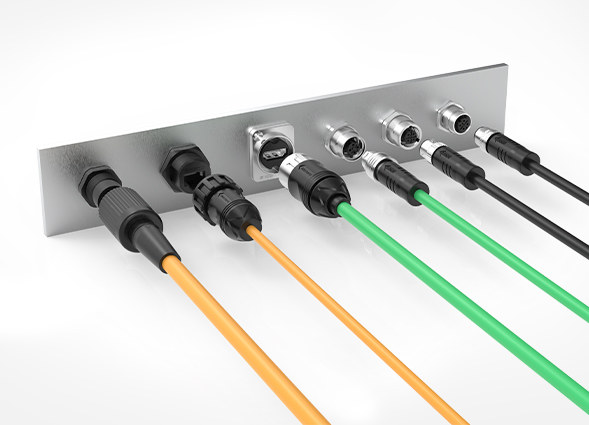
The outer sheath is the final protective layer that shields the cable from environmental factors such as moisture, chemicals, UV radiation, and mechanical damage. The choice of sheath material depends on the specific application and environmental conditions. Common sheath materials include:
PVC: Widely used due to its good mechanical properties, flexibility, and flame retardancy.
Polyethylene (PE): Offers excellent resistance to moisture and chemicals, commonly used in outdoor and underground installations.
Thermoplastic Elastomer (TPE): Provides superior flexibility, chemical resistance, and low-temperature performance.
Polyurethane (PU): Known for its exceptional abrasion resistance and flexibility, suitable for dynamic applications such as drag chains and robotic arms.
Industrial cables may also include additional features and considerations based on specific application requirements:
Fire-Resistant Cables: Designed to maintain circuit integrity during a fire, using special insulation and sheath materials that can withstand high temperatures without compromising performance.
Low Smoke Zero Halogen (LSZH) Cables: Produce minimal smoke and no halogenated gases when exposed to fire, making them suitable for use in confined spaces and areas with high human occupancy.
Oil-Resistant Cables: Utilize special sheath materials to resist degradation from exposure to oils and lubricants, common in industrial machinery and automotive applications.
The structure and composition of industrial cables are tailored to meet the diverse and demanding requirements of various industrial applications. From the choice of conductor material to the design of the outer sheath, each component plays a crucial role in ensuring the cable's performance, reliability, and safety. Understanding the detailed structure of industrial cables helps in selecting the right high performance cable for specific applications, ensuring optimal performance and longevity in challenging environments.